Recently, Weissenberg delivered an RPH1500M manual butt welding machine for plastic sheets to a customer in France. The customer gave positive feedback on the equipment. However, during the initial use, they reported that the welding results on a deodorization tower project were unsatisfactory and actively sought our technical support.
Customer's Question
We responded immediately by initiating a technical support process, analyzing possible causes, and, based on the customer's material and operating conditions, developed a set of optimized welding parameters grounded in the DVS 2207 standard and real working conditions. After the adjustment, the customer reported a significant improvement in welding performance.
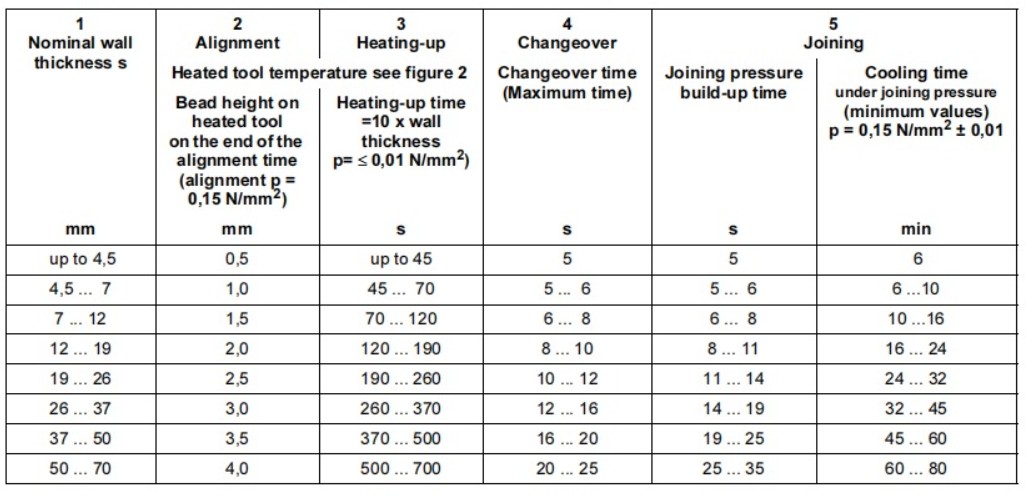
DVS2207 Standard
Equipment Features and Challenges
The customer was using a manual butt welding machine, where key steps such as heating, bead-up (upsetting), pressing, and cooling are all manually controlled in terms of timing and pressure. Compared to automated machines, manual equipment requires higher operator skill and experience, and slight deviations can affect weld quality.
Common Issues Analysis (Based on Customer Feedback and Practical Judgment)
1️⃣ Inadequate Bead-Up
Issue: Insufficient contact between welding surfaces, causing cold welds or weak joints.
-
Cold welds: softened sheets do not bond tightly, leaving internal gaps.
-
Low joint strength: insufficient contact area, prone to cracking under stress.
-
Stress concentration: uneven bead-up causes localized stress at edges.
2️⃣ Insufficient Heating Time
Issue: The sheet was not fully softened, resulting in poor fusion.
3️⃣ Insufficient Cooling Time
Issue: Internal stress is not released, making welds prone to cracking or deformation.
4️⃣ Insufficient Welding Pressure
Issue: Welds are not tightly pressed, leading to weak connections.
-
Cold welds: inadequate pressure prevents effective bonding.
-
Misalignment: uneven or low pressure causes weld displacement.
-
Stress concentration: Poor edge contact shortens service life.
Solution: Dual Approach Combining Standards and Practice
Based on the customer's sheet specifications (PE100 material, 1500mm × 15mm) and the DVS 2207 welding standard, we proposed the following process optimization recommendations:

Welding Parameter Optimization Sheet
🔹 Bead-Up Operation
Standard: Recommended bead-up height is about 2mm for 15mm sheets.
Recommendation: Use feeler gauges or templates to check bead quality, avoiding insufficient or uneven bead height.
🔹 Heating Time
Formula: Heating time = sheet thickness (mm) × 10
Recommended: 15mm → 150 seconds
Optimization: Extended to 151–152 seconds for PE100 material to ensure full softening.
🔹 Cooling Time
Standard range: 16–24 minutes (960–1440 seconds)
Recommendation: Keep clamping pressure during cooling; avoid premature clamp release to fully release stress.
🔹 Welding Pressure
Formula: (Length × Thickness × 0.15 ÷ 785) + 0.7 (kg/cm²)
Calculated: 1500 × 15 → approximately 5.0 kg/cm²
Recommendation: Calibrate the pressure gauge before welding and continuously monitor pressure during operation.
📈 Customer Feedback and Results
After adopting our recommended parameters, the customer reported significantly improved weld quality, with smooth, strong, and stable welds. They expressed great satisfaction with the results and highly recognized our technical support and professional service.
This real case not only validates the effectiveness of the optimized parameters but also demonstrates Weissenberg’s capability and responsibility in equipment application guidance and customer support.
✅ Conclusion
At Weissenberg, we always adhere to the principle of “customer-oriented, standard-based, and practice-proven” to provide every customer with practical technical support and continuously optimized welding processes.
Every piece of feedback drives our ongoing improvement and growth. Looking forward, we will continue to work hand in hand with our customers to deliver higher quality, more efficient welding solutions and jointly create reliable and efficient industrial connections.
